技术咨询
联系人:李工
传 真:020-36969822
电 话:020-36969823
手 机:18933956581
邮 箱:yingliokok@163.com
地 址:广州市花都区花城街大华村大湖庄34号
XCPH-11 现场平衡机
· 产品优势
1. 小巧的体积、较轻的重量,方便携带。崭新的测试理念和强大的软件功能,友好的显示界面和菜单式的操作方法。
2. 显示部分采用触摸式液晶显示器,显示清晰,新的系统能在测量的同时,自动保留上一次的测量结果,很方便地分析出在校正中出现的问题。减少判断失误和修正的次数。
3. 采用影响系数法来进行测量的一款平衡仪,它的测量值精确度与它测量时的工作转速,定标的量值、传感器按放的位置都有重要的关系。
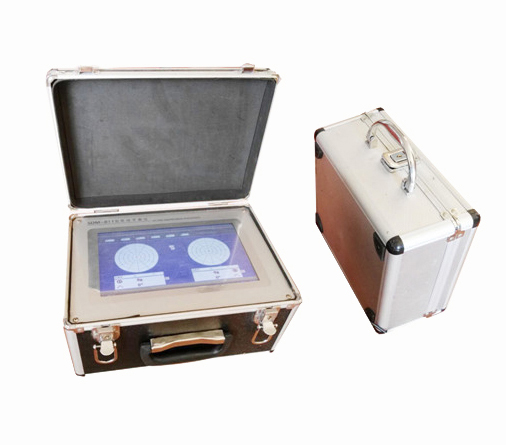
外形尺寸:长×宽×高 320×230×180


侧面板图

一、概述
公司精心研制和生产的SDM-811型单、双面现场动平衡仪,向您提供了一个普通平衡机所无法解决的方案───总成现场动平衡。
产品在总成后,旋转体由于工艺上或其他原因,又会产生一种没有符合设计者所期望的效果的现象。这就是由于配合工差、总成变形等引起的振动现象。旋转体在工作中由不平衡而引起的振动和位移,会产生很大的破坏性。大大减低了设备运行的安全性和寿命。如:风机行业的叶轮,由于不平衡而产生的巨大的离心力和机械振动会导致安装螺丝断裂、轴承的磨损、疲劳性裂变。最终导致破裂或者使旋转变形。这些都会使风机寿命减短和给操作者带来危险。有了现场平衡仪,您就可以在不拆卸风机叶轮的情况下,对叶轮进行测量和修正,直至消除振动和达到标准。

现代化的生活给我们带来了国外很多的新的产品。我们在研制这类产品时,会带来很多加工工业上的新理念。如:仿型机床,数控机床等。它的出现使工业上带来新的飞跃。但在使用这类机床加工一些特殊工件时,由于形状的特殊而加工的位置不在夹具的中心,工件处于偏心的位置。这时应在偏心的夹具上装上一定的配重块,使旋转中心偏移所引起的振动减小至最小。大大提高了工件的加工转速,并减少了振动而带来的公差,也就是提高了效率和工件的合格率。
SDM-811型单、双面现场平衡仪,就是您最得力的助手。它小巧的体积、较轻的重量,使您携带方便。它崭新的测试理念和强大的软件功能,友好的显示界面和菜单式的操作方法,使得即使是缺乏经验的操作者在几分钟内就可以通过提示,迅速地进行测量和消除转子的不平衡量。

SDM-811型单、双面现场平衡仪的显示部分采用触摸式液晶显示器,显示清晰,新的系统能在测量的同时,自动保留上一次的测量结果,使您很方便地分析出在校正中出现的问题。可以减少您的判断失误和修正的次数。实为机械工业和风机行业首选的理想仪器。

SDM-811型单、双面现场平衡仪采用影响系数法来进行测量的一款平衡仪,它的测量值精确度与它测量时的工作转速,定标的量值、传感器按放的位置都有重要的关系。它的测量的转速范围较低时,由于线速度较低,定标时的重量宜大些;相反高速测量的工件定标时的重量可以小些,测量时定标量值不容易飞出为宜。
二、计算机简要工作原理
1. 工作原理
转子转动时,安装在二个测试面上的传感器所产生的信号,加至二个完全相同的输入开关电路上。在不同大小的平衡机上开关电路的元件数值是不相同的。
该信号经过积分,消除转速的影响,再经过滤波器,滤掉杂波信号,加到自动程控放大电路,经放大后通过AD转换变成数字信号,数字信号由计算机进行数据的处理,最后在屏幕上显示出来。
三、平衡仪的安装和连接
安装方法
1) 将一个或两个带磁力座的传感器以径向吸在轴承座上。用连线把传感器和主机相连接。
2) 将光电头传感器线和主机上的插座相连
3) 本机电源采用220v交流电压,将电源线插进插座。
四. 计算机界面说明
1)菜单项,计算机各种功能选择:
包括转子号的打开、保存、删除、界面的切换、工件定标、打印、设定、和退出。
2)工作参数输入区域:包括 A B C R1 R2 和支承方式。(本现场平衡仪支承方式只选用8和9,其他不用选择)
3)界面:有3种界面可供切换(矢量图、波形图、记录表格)。
4)显示左面不平衡量和左角度。
5)可以直接显示当前实际转速(单位 : r/min)。
6)加重方式或去重方式调整:点击(去重或加重符号)来切换加重,去重的校正方式
7)显示右面不平衡量和右角度。
8)通讯窗口,屏幕右上角印有“S”字样是识别平衡机工作之标识,红字为串口通讯正常,蓝字为串口通讯不正常。
9)二表盘之间中央显示的克数表示当前表盘满克度幅值。
10)表盘红色圆点也用来表示校正角度和幅值。
11)前一次测量的角度和不平衡量。
12)当前测量的静平衡值。
13)表示合格范围。NG表示不合格,OK表示合格(由客户自行确定)
五. 操作
1. 支承方式选择:选择范围8或9,可直接输入。
对于支承方式8和9的软支承状态无需输入a,b,c,r1,r2。
2. 打印:一 在屏幕左上角的文件选项选择当前数据打印或全屏拷贝打印。
二 在历史记录的表格上按鼠标右键选择历史记录打印
3.退出:关闭该测量系统。这时会提示是否保存数据文件。
4.设定:
1)合格范围设定:左右合格范围设定为0,那么合格范围设定不起作用,如果设了不为0的数值,在测量时实际测量到的数据小于设定值,即显示OK(合格)。
2)定标系数设定:在正常情况下,定标结束后,将会自动产生定标系数。
3)测量次数设定:4到32 选择范围。如果设为8,即测量8次后系统自动锁定量值和角度,量值和角度颜色变红。该次测量结束。如果设为32,系统将一直测量下去。超过32或小于4的数值为无效数值。
(注意:测量次数设定后,下面的密码框输入密码33,再按确定)。
4)在密码框内输入123434 :界面宽屏和窄屏的切换。
在密码框内输入mg : 测量结果显示mg
在密码框内输入g :测量结果显示g
5)分度设置:输入分度值可把圆分等份,范围在3-32并在密码框内输入33确认。(注:每次开机或重新进入系统均要在密码框内输入“33”后确认。
5、选择“键盘”菜单可以调出屏幕键盘。
七.系统定标:
支承方式设置为8或9(8为双面 9为单面)。不同机器测量因传感器和光电头安装位置改变,均须重新定标,同台机器在传感器和光电头未移动过的情况下,可用原定标后的数据测量。定标流程如下:
依次选择菜单中 “操作”“定标”然后按提示开始定标操作。
1、 当支承方式为“8”时,为双面测量。(可以按“键盘”菜单调出屏幕键盘更改支承方式,以后所有键盘输入均可使用屏幕键盘。)
第一步 ⑴ 将一个已知试重加到工件左边的某个角度上(一般加在零度)。如图:
⑵ 输入该试重的量值和角度。
例如: 左试重(g) 左角度(°)
1.1 0
⑶ 开机测量(注:如果机器每次升速、降速比较慢,需要每次升降速时拔掉光电头插头,待转速稳定后再联接上。否则会影响定标结果)
⑷ 出现红色的“ok”时关机,左边定标结束。
第二步⑴ 将左边试重移动到工件右边的某个角度上(一般加在零度)。
例如: 右试重(g) 右试重(g)
11 0
⑵ 输入该试重的量值和角度。
⑶ 开机测量。
⑷ 出现红色的“ok”时关机,右边定标结束。
第三步 .将试重取下,开机测量。出现红色“结束”定标完成,并提升输入保存文件。
保存后即进入测量。
2、当支承方式为“9”时,为单面。此时应注意定标时,试重如加在0度时,应输入角度为0度。操作如下:
第一步 ⑴ 将一个已知试重加到工件左边的某个角度上(一般加在零度)。
⑵ 输入该试重的量值和角度。如图:
例如: 左试重(g) 左角度(°)
1.1 0
⑶ 开机测量
⑷ 出现红色的“ok”时关机,左边定标结束。
第三步 .将试重取下,开机测量。出现红色“结束”定标完成,并提升输入保存
保存后即进入测量。
八.注意事项:
1、传感器的设定应放在径向的位置,一般设定在轴承座、机床底座导轨上、车头箱轴承座部位等侧面。不宜设定在顶部,放置在能使传感器磁铁平稳牢固吸附的部位。
2、光电头是靠反光纸反射作基准的,不宜对着光线较亮的背景。如天空、车床灯等有光源的地方进行放置。反光纸黏贴的部位一般角度设定为0度,计算角度的方法是,按照旋转方向的逆向计算角度。如图:
九.维修和保养
1. 本机为精密仪器,应由专人使用。非操作人员请勿乱动,以免引起故障,影响生产。
2. 使用时,应保持通风良好,避免阳光直射或接近其他热源,以保持仪器在室温下正常工作。
3. 本机应防尘,防潮,用户应采取相应措施。
4. 如果屏幕灰尘太多,可用软布请轻轻擦拭。
5. 不使用时应断开总电源。长期不用时,应至少每月通电半小时。
6. 机内无用户可以调整的元件,请不要随便调整板上的元件。
7. 有不正常的现象出现时,请关掉电源,拔掉电源插头
十.一般故障与对策
十一. 本机技术参数特性
1、转速范围:180~5000转/分
2. 最小不平衡量可测量到0.01克,误差≤10%
3. 工作环境温度:0~60°C
4. 工作环境湿度: 5%~95%
5. 电源:187~253V 45~60HZ